

-
- 公司:
- 成都体能机电有限公司
-
- 联系:
- 王经理
-
- 手机:
-
18980826258
-
- 电话:
-
028-83014678
-
- 地址:
- 成都新都龙桥工业区


- 涂装生产线工艺时间有所偏差31阅读 2024-05-17 19:06:57
- 简单形状的工件无需高性能喷枪吗?34阅读 2024-05-17 19:06:25
- 喷枪出粉量越大工作效率就越高吗?31阅读 2024-05-17 19:05:45
- 涂装生产线具体步骤过程28阅读 2024-05-17 19:04:51
- 涂装生产线固化工序生产32阅读 2024-05-17 19:03:59

成都流水线专业厂家,期待为您效劳
2024-05-18 08:00:02 204次浏览

价 格:面议
观察流水线上哪一站是瓶颈站:
(1)永远忙个不停的站;
(2)老是将板子往后拉的站;
(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。
上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。
瓶颈站的作业时间就变成了整条流水线实际产出的cycle时间, 而日产量公式如下:
日产量=实整日的上班时间/际cycle时间
故现场干部只要减少其作业时间, 就可明显提升产量, 如将零件拿一些给别站做、使用治工具以节省动作、改善作业域的配置等等。但在解决瓶颈站后, 可能会出现新的瓶颈站, 所以又要对此新的瓶颈站进行改善, 因此持续盯着瓶颈站改善, 整条流水线的效率就会日日提升。
流水线设备知识专题为您提供专业的流水线设备,生产线设备,装配线设备相关的概念和知识,以及流水线相关的设备,诸如输送设备,输送带等设备的概念和操作方法,方便你正确的使用和保养流水线设备。
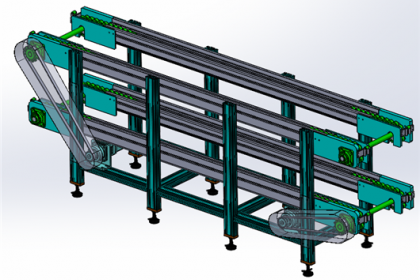
倍速、差速链流水线特点:
1. 链式流水线是以链条作为牵引和承载体输送物料,链条可以采用普通的套筒滚子输送链,也可采用其它各种特种链条;
2. 输送能力大,可承载较大的载荷;
3. 输送速度准确稳定,能保证的同步输送;
4. 易于实现积放输送,可用做装配生产线或作为物料的储存输送;
5. 可在各种恶劣的环境(高温、粉尘)下工作,性能可靠;
A、采用特制铝型材制作,易于安装;
B、结构美观,实用噪音低;
C、多功能,自动化程度高。
生产流水线
生产流水线的特征是每一道工序都有特定的人去完成,一步一步地加工.每个人做一个特定的工作。
优点是这样生产起来会比较快,因为每个人只需要做一样事,对自己所做的事都非常熟悉。
缺点是工作的人会很觉得很乏味。
单件流水线的特点
1.目标管理:产能目标化,由工业工程人员把产品的每个单元(工序)进行目标产能设定;
2.时间管理:时间定量化,由工业工程人员把产品的每个单元(工序)进行目标操作时间的设定;
3.成品出产快,质量问题反应迅速,零批量品质事故;
4.前推后拉式:它与传统生产方式不同,传统生产方式,生产线处于被动,只能等待前部门的物料、开裁、绣花、印花来决定生产的正常运作,而单件流水生产它是处于主动,前工序必须满足生产线,一切为了生产而谋定。前推,不只是流水上的前推,它包括订单、物料供应、产品再加工。后拉,是为了满足客户需求,拉动整过生产与供应链的拉动。
从下面面可以看出流水线的特点:
1.需要模具。
2.整齐划一。
3.生产量大。
4.员工需要团结一致。
5.需要按照一定的程序。
以写对联来说。传统的对联是人用毛笔一笔一笔写出来的。而如果用流水生产线的话就简单了。只要有了模具,就可以批量生产了。
-
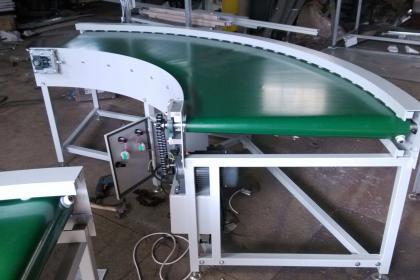
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:12:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:12:01 -
 电子设备互连与连接用加热方法在被焊金属件之间充填一层非铁金属实现连接。加热温度在 425℃以下,称为锡焊;在425℃以上,称为钎焊。锡焊是电气连接中应用早、广泛的连接方法。常用的焊料是锡铅合金。此外,还有铅基合金、铟基合金、添加锑、铋、镉、21-12-28 14:21:01
电子设备互连与连接用加热方法在被焊金属件之间充填一层非铁金属实现连接。加热温度在 425℃以下,称为锡焊;在425℃以上,称为钎焊。锡焊是电气连接中应用早、广泛的连接方法。常用的焊料是锡铅合金。此外,还有铅基合金、铟基合金、添加锑、铋、镉、21-12-28 14:21:01 -
 1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 20:45:01
1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 20:45:01 -
 成都体能机电有限公司以人为本,开拓创新,研制出合乎客户需求的工业自动化设备。敬业的体能人,始终以严要求、优品质、高服务为宗旨,以国际化、标准化、专业化为目标,热情为国内外客户提供服务!并期望能建立长期友好合作关系,让我们互助互勉一道创造更美23-11-15 17:21:01
成都体能机电有限公司以人为本,开拓创新,研制出合乎客户需求的工业自动化设备。敬业的体能人,始终以严要求、优品质、高服务为宗旨,以国际化、标准化、专业化为目标,热情为国内外客户提供服务!并期望能建立长期友好合作关系,让我们互助互勉一道创造更美23-11-15 17:21:01 -
 观察流水线最后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下: 效率 = 投入cycle时间/实际cycle时间 = 第一站的作业时间12-07-03 11:05:52
观察流水线最后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下: 效率 = 投入cycle时间/实际cycle时间 = 第一站的作业时间12-07-03 11:05:52 -
 流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作12-08-10 21:23:28
流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作12-08-10 21:23:28 -
 1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-16 03:03:01
1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-16 03:03:01 -
 电子设备互连与连接电子设备互连与连接电子设备互连与连接将接点金属加热到熔化温度,使之熔成一体而形成牢固的连接。熔焊方法有电阻焊、电弧焊、氩弧焊、电脉冲焊、储能焊、激光焊和电子束焊等。用热压焊、超声焊、热超声焊和金丝球焊等方法,使被连接的金属21-12-28 14:15:01
电子设备互连与连接电子设备互连与连接电子设备互连与连接将接点金属加热到熔化温度,使之熔成一体而形成牢固的连接。熔焊方法有电阻焊、电弧焊、氩弧焊、电脉冲焊、储能焊、激光焊和电子束焊等。用热压焊、超声焊、热超声焊和金丝球焊等方法,使被连接的金属21-12-28 14:15:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 18:00:02
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 18:00:02 -
 喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、21-12-02 09:24:01
喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、21-12-02 09:24:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:24:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:24:01 -
 成都体能机电有限公司是一家大型专业设计制造电子厂生产设备的公司,拥有一支集研发、制造、销售和管理人员为一体的精干队伍。公司产品包括各种电子产品流水线、电子联装设备、涂装设备相关辅助配套设备等,公司自成立以来,不断吸取国内外先进的技术经验,在23-11-15 22:57:01
成都体能机电有限公司是一家大型专业设计制造电子厂生产设备的公司,拥有一支集研发、制造、销售和管理人员为一体的精干队伍。公司产品包括各种电子产品流水线、电子联装设备、涂装设备相关辅助配套设备等,公司自成立以来,不断吸取国内外先进的技术经验,在23-11-15 22:57:01 -
 在实际生产中,将行程开关安装在预先安排的位置,当装于生产机械运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路切换。行程开关按其结构可以分为直动式、滚轮式,行程开关的触点动作,实现电路的切换。行程开关按其结构可以进行分为直动式、滚22-01-07 10:12:01
在实际生产中,将行程开关安装在预先安排的位置,当装于生产机械运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路切换。行程开关按其结构可以分为直动式、滚轮式,行程开关的触点动作,实现电路的切换。行程开关按其结构可以进行分为直动式、滚22-01-07 10:12:01 -
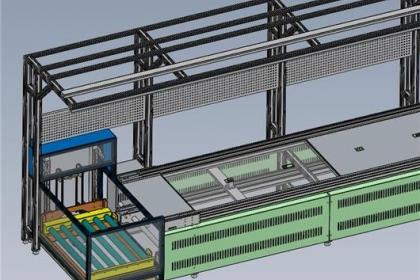
 涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:18:01
涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:18:01 -
 自动化装配线一般是由输送设备和专业设备构成的有机整体,是基于机电、信息、影像、网络于一体的高度自动化装配生产线。,各生产车间责任人,必须制订好相对阶段的维护保养方案,对于独立操作过程,大家务必进行基本查验,主要是清除、润化、定期维护拧紧。在23-11-15 20:51:01
自动化装配线一般是由输送设备和专业设备构成的有机整体,是基于机电、信息、影像、网络于一体的高度自动化装配生产线。,各生产车间责任人,必须制订好相对阶段的维护保养方案,对于独立操作过程,大家务必进行基本查验,主要是清除、润化、定期维护拧紧。在23-11-15 20:51:01 -
 观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成了整23-11-15 23:33:01
观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成了整23-11-15 23:33:01 -
 1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 17:27:01
1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 17:27:01 -
 涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:54:01
涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:54:01 -
 1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。优化流水线站的23-11-16 02:24:01
1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。优化流水线站的23-11-16 02:24:01 -
 双面双链条插件线详细说明 特点 2m/2.4m/3m为一基本单元,可自由组合。 不锈钢尼龙链条输送,无需加油润滑。 小型齿轮减速电子调速,马达输送速度0.3---2m/min。 丝杆同步调宽,50-300mm宽PCB适用。 与波峰焊机可自动12-09-11 11:45:36
双面双链条插件线详细说明 特点 2m/2.4m/3m为一基本单元,可自由组合。 不锈钢尼龙链条输送,无需加油润滑。 小型齿轮减速电子调速,马达输送速度0.3---2m/min。 丝杆同步调宽,50-300mm宽PCB适用。 与波峰焊机可自动12-09-11 11:45:36
被浏览过 5265416 次 版权所有:成都体能机电有限公司(ID:10253904) 技术支持:强帆
第13年
