

-
- 公司:
- 成都体能机电有限公司
-
- 联系:
- 王经理
-
- 手机:
-
18980826258
-
- 电话:
-
028-83014678
-
- 地址:
- 成都新都龙桥工业区


- 流水线工作台的特点49阅读 2024-04-29 20:10:59
- 流水线工作台工作原理49阅读 2024-04-29 20:10:25
- 流水线工作台的简介50阅读 2024-04-29 20:09:52
- 流水线的应用领域46阅读 2024-04-29 20:09:03
- 流水线的作用43阅读 2024-04-29 20:08:43

成都体能烘干线厂,在线客服为您解答
2024-05-02 09:00:01 800次浏览

价 格:面议
无尘喷涂是用钢质夹芯板组成的全封闭式生产车间,能有效地控制不良空气对产品的污染,降低喷涂室内的尘埃及产品的不良率。无尘喷涂技术提高了客户对品质需求,赢得了客户的信任,增强公司产品在市场的竞争能力。
1、uv固化全自动流水线作业,适合批量连续生产,产量高、涂层面均匀。
2、输送链条与轨道接触点配置轴承,配合的轨道,运转时轻快顺畅平稳不抖动。
3、静电除尘系统,进口高压静电发生器,离子风嘴可上下前后机械式调节,可配合产品大小不同而变化,加上工作物自转,除尘无死角。
4、固定式自动喷枪可用于步进式或连续式的在线喷涂,既简单又实用。采用工件高速自转喷涂,行程及速度可调,灵活性大,无死角。
5、水帘环保喷房设计,气流顺畅洁净,喷房室内导流板及扰流板的精心配置,让乱流远离工件,并快速排除污染。
6、烘道流平采用红外线IR灯加热,pid控制。,节能,配用高温过滤器,使热源循环利用。
7、uv固化室内设多只韩国进口uv灯,任意调节照射距离与角度。可以任意选择uv灯工作数量。更有多种照射强度选择。uv炉/房的工件自动旋转设计,保证了工件照度均匀。
1、烘干炉部分外形尺寸:长9.5米,外宽0.89米,网带宽0.65米总高1.61米,出料部分长1.0米,烘干部分长7.5米,进料部分长1.0米,加装有防尘罩,线体大梁和箱体外壳采用2.0㎜厚冷板折弯而成,整机外壳高温静电喷塑(非普通油漆)耐腐蚀易清洗,机架用40×80㎜方通焊接而成,配16㎜调节脚杯。内胆共三段炉腔,每段2.5米,炉腔总长7.5米。
2、内胆材质采用1.5㎜厚304#镜面不锈钢板制作,炉腔总高0.6米,进料口净高度0.3米设可调节档板,中间100㎜厚高温硅酸隔热岩棉,网带底部配有高温隔热层。使炉体外部不烫手。
3、电器部分:电源380V,50A,三相五线制,功率27KW,采用2P台湾爱德利变频器变频调速, 配台湾爱德力1.5KW调速电机一台,奥克力牌70型减速牙箱,速比为1:120,配传动齿轮和传动链条,传动速度0.1至5米/分钟任意可调;烘干部分配控制电箱。 每相都配有电流显示表,可监控发热管的工作情况, 分三段六路控制(当到达设定温度时可任意关掉其中几段发热管,降低加热功率,其达到省电效果)。采用日本RKC智能型数显温控器,温度室温至250℃任意可调,功能有PID自整定微积分控制、自动恒温、超温断电报警、漏电保护、电机过载保护等功能,内部温差±3度;
4、其它控制电路电器均采用国内正泰和进口三菱电器控制;每段炉腔配台湾爱德力牌运风马达二台,配八寸半运风风轮,三面循环左右运风,左右两边配有运风槽,共计:6台运风马达,每台0.75KW.使炉内温度更加均匀;每段炉腔内装有远红外线石英发热管12条,共计36条,每条500W均匀分布在配在炉腔内部,配独立的控制系统。
5、采用不锈钢链板式传送带,链板采用1.5mm厚304#不锈钢板折弯而成,采用固定螺丝均匀的固定在左右两边。
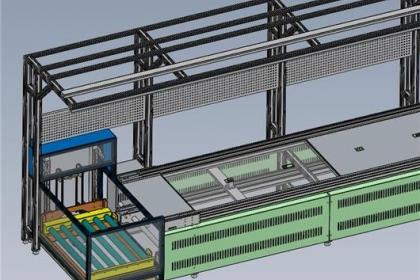
主要参数:
1、外型尺寸: 12500×4500×5000mm
2、 平台端面工作位置: 4500 mm
3、平台端面工作位置: 550 mm
4、平台宽度: 500 mm
5、平台结构: 板材压制、上端铺设钢板网
6、升降速度: 6-8m/min
7、非标设备的烘烤线制作参数根据需要定制。
(1) 提供的设备保证是全新、技术先进、运行可靠的,并能满足双方签定的设备合同及技术协议的要求。
(2)分批提供满足设计、监造、施工、调试、培训、运行和维护所需的全套图纸、资料、技术文件。
(3)工程部专职负责设备的现场服务工作,该部将免费指导需方按照技术要求进行设备的安装、调试和试运行,并负责解决在上述过程中出现的制造和性能等相关问题。并保证当需方提出任何技术疑问时,在12小时内给予明确答服,24小时内到达供货现场。
(4)为需方设备监造及出厂验收提供以下方便:
a、提前7天将设备监造项目和验收时间通知需方;
b、为需方代表提供查阅资料、检验工具、食宿和行车等工作方便
(5)经供需方认可,对主要配套部件可实行常年维修服务。
(6)设备投运一年内,保证各项技术指标满足规定要求;在设备投运一年内,在正常使用条件下发生质量问题,本公司无偿提供维修和售后服务。
-
 消除带电物体的静电被认为有带电的涂装设备或涂料槽等,充分换气后实施接地,并使残留电荷逃逸后使用。下述为使用及操作的要点:2.1涂装终了时高电压必须关闭,洗净操作前确认有关高电压2.2在使用导电性涂料,并涂料供给系统从接地予以绝缘时,实施涂料12-07-11 10:48:31
消除带电物体的静电被认为有带电的涂装设备或涂料槽等,充分换气后实施接地,并使残留电荷逃逸后使用。下述为使用及操作的要点:2.1涂装终了时高电压必须关闭,洗净操作前确认有关高电压2.2在使用导电性涂料,并涂料供给系统从接地予以绝缘时,实施涂料12-07-11 10:48:31 -
 插件线分类:1.可分为手动插件线和链条自动插件线,适合多规格线路板的插件工序。2.插件线样式:单边、双边插件、转弯插件线。3.电控方式:变频、无级调速电机、电子调速电机。4.运行方式:可分强制和自由式。5.侧腰结构:钢材结构、铝材结构。6.21-12-28 14:15:01
插件线分类:1.可分为手动插件线和链条自动插件线,适合多规格线路板的插件工序。2.插件线样式:单边、双边插件、转弯插件线。3.电控方式:变频、无级调速电机、电子调速电机。4.运行方式:可分强制和自由式。5.侧腰结构:钢材结构、铝材结构。6.21-12-28 14:15:01 -
 自动化装配线依据生产的对象不同可以分为:1、汽车自动装配线;2、摩托车装配线;3、自行车装配线;4、电动车装配线;5、装配流水线等。自动化装配线所用输送设备,发动机和前后桥等各大总成上线设备,各种油液加注设备,出厂检测设备及各种专用(汽车)23-11-15 18:30:01
自动化装配线依据生产的对象不同可以分为:1、汽车自动装配线;2、摩托车装配线;3、自行车装配线;4、电动车装配线;5、装配流水线等。自动化装配线所用输送设备,发动机和前后桥等各大总成上线设备,各种油液加注设备,出厂检测设备及各种专用(汽车)23-11-15 18:30:01 -
 流水线的特征:1. a.工作地专业化程度高。b.工艺过程是封闭的,工作期按工艺顺序排列,劳动对象在工序间做单向移动c.每道工序的加工时间同各道工序的工作地数量比例一致。d.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间21-12-14 16:33:01
流水线的特征:1. a.工作地专业化程度高。b.工艺过程是封闭的,工作期按工艺顺序排列,劳动对象在工序间做单向移动c.每道工序的加工时间同各道工序的工作地数量比例一致。d.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间21-12-14 16:33:01 -
 优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理23-11-15 22:03:01
优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理23-11-15 22:03:01 -
 定制滚筒输送机请致电或请确认以下技术参数:1、输送物体的长度、宽度和高度;2、每一输送单元的重量;3、输送物的底部状况;4、有无特殊工作环境上的要求(比如:湿度,高温,化学品的影响等);5、输送机属于无动力式或电机带动式。15-01-15 07:45:03
定制滚筒输送机请致电或请确认以下技术参数:1、输送物体的长度、宽度和高度;2、每一输送单元的重量;3、输送物的底部状况;4、有无特殊工作环境上的要求(比如:湿度,高温,化学品的影响等);5、输送机属于无动力式或电机带动式。15-01-15 07:45:03 -
 流水线的特征:1. a.工作地专业化程度高。b.工艺过程是封闭的,工作期按工艺顺序排列,劳动对象在工序间做单向移动c.每道工序的加工时间同各道工序的工作地数量比例一致。d.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间21-12-14 14:09:01
流水线的特征:1. a.工作地专业化程度高。b.工艺过程是封闭的,工作期按工艺顺序排列,劳动对象在工序间做单向移动c.每道工序的加工时间同各道工序的工作地数量比例一致。d.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间21-12-14 14:09:01 -
 流水线产品在运输过程中,应符合运输部门的有关规定,不得与酸、碱接触。驱动装置、电气设备应避免刮、碰、摔等剧烈的振动和撞击。在保管期间应采取防雨、防潮措施,贮存时应放置在有遮棚的仓库内。包装流水线技术说明:包装生产线分带灯带风扇包装生产线和带23-11-15 19:00:01
流水线产品在运输过程中,应符合运输部门的有关规定,不得与酸、碱接触。驱动装置、电气设备应避免刮、碰、摔等剧烈的振动和撞击。在保管期间应采取防雨、防潮措施,贮存时应放置在有遮棚的仓库内。包装流水线技术说明:包装生产线分带灯带风扇包装生产线和带23-11-15 19:00:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 20:39:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 20:39:01 -
 观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成了整23-11-15 22:15:01
观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成了整23-11-15 22:15:01 -
 ①便于操作是该型流水线的优点,对于新进员工还是老员工都能在短时间内熟练掌握线束的生产流程和放线位置;②线体的设计、安装、维护和便于拆迁,使之整个线体能够满足生产中的各项需求③独特的台车、轨道设计,是线体平稳运行的关键;④工装板的详细标注,是21-12-14 17:24:01
①便于操作是该型流水线的优点,对于新进员工还是老员工都能在短时间内熟练掌握线束的生产流程和放线位置;②线体的设计、安装、维护和便于拆迁,使之整个线体能够满足生产中的各项需求③独特的台车、轨道设计,是线体平稳运行的关键;④工装板的详细标注,是21-12-14 17:24:01 -
 线束总装流水线通常采用水平移动链条带动台车形式进行360度循环输送运作进行线束的装配。流水线生产厂家根据客户工厂场地的大小及工人作业工艺流程设计制作成尺寸,出厂后,不能任意改变长度,只能适应特定长度生产。线束总装流水线运转的台车又被称之为“21-12-14 18:00:01
线束总装流水线通常采用水平移动链条带动台车形式进行360度循环输送运作进行线束的装配。流水线生产厂家根据客户工厂场地的大小及工人作业工艺流程设计制作成尺寸,出厂后,不能任意改变长度,只能适应特定长度生产。线束总装流水线运转的台车又被称之为“21-12-14 18:00:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 02:18:02
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 02:18:02 -
板链式装配流水线特点:承载的产品比较重,和生产线同步运行,可以实现产品的爬坡;生产的节拍不是很快;以链板面作为承载,可以实现产品的平稳输送。滚筒式流水线特点:承载的产品类型广泛,所受限制少;与阻挡器配合使用,可以实现产品的连续、节拍运行以及23-11-16 03:06:02
-
 涂装生产线工艺流程分为:前处理、喷粉涂装、加热固化。前期的生产处理前有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等21-12-14 09:27:01
涂装生产线工艺流程分为:前处理、喷粉涂装、加热固化。前期的生产处理前有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等21-12-14 09:27:01 -
 线束总装流水线上工人通过标示有布线路径并配置有布线夹具的台车装配图板上,通过沿着布线路径进行布线来装配汽车线束。其中,将台车装配图板配置成山形,并且跨越台车装配图板的两侧面标示线束的布线路径,从配置成山形的图板的两侧装配一个线束。由此,能够21-12-14 17:27:01
线束总装流水线上工人通过标示有布线路径并配置有布线夹具的台车装配图板上,通过沿着布线路径进行布线来装配汽车线束。其中,将台车装配图板配置成山形,并且跨越台车装配图板的两侧面标示线束的布线路径,从配置成山形的图板的两侧装配一个线束。由此,能够21-12-14 17:27:01 -
 成都体能机电有限公司以人为本,开拓创新,研制出合乎客户需求的工业自动化设备。敬业的体能人,始终以严要求、优品质、高服务为宗旨,以国际化、标准化、专业化为目标,热情为国内外客户提供服务!并期望能建立长期友好合作关系,让我们互助互勉一道创造更美23-11-15 17:21:01
成都体能机电有限公司以人为本,开拓创新,研制出合乎客户需求的工业自动化设备。敬业的体能人,始终以严要求、优品质、高服务为宗旨,以国际化、标准化、专业化为目标,热情为国内外客户提供服务!并期望能建立长期友好合作关系,让我们互助互勉一道创造更美23-11-15 17:21:01 -
 成都体能机电有限公司是一家大型专业设计制造电子厂生产设备的公司,拥有一支集研发、制造、销售和管理人员为一体的精干队伍。公司产品包括各种电子产品流水线、电子联装设备、涂装设备相关辅助配套设备等,公司自成立以来,不断吸取国内外先进的技术经验,在23-11-15 19:45:01
成都体能机电有限公司是一家大型专业设计制造电子厂生产设备的公司,拥有一支集研发、制造、销售和管理人员为一体的精干队伍。公司产品包括各种电子产品流水线、电子联装设备、涂装设备相关辅助配套设备等,公司自成立以来,不断吸取国内外先进的技术经验,在23-11-15 19:45:01 -
 烘干线的工作原理一般是利用远红外对炉内进行加温,然后内部是又陶瓷和不锈钢制作,使得红外线的光线能够照到炉内的每个角落,然后进行均匀的升温,将能量传给物体。无尘喷涂是用钢质夹芯板组成的全封闭式生产车间,能有效地控制不良空气对产品的污染,降低喷21-12-28 14:24:01
烘干线的工作原理一般是利用远红外对炉内进行加温,然后内部是又陶瓷和不锈钢制作,使得红外线的光线能够照到炉内的每个角落,然后进行均匀的升温,将能量传给物体。无尘喷涂是用钢质夹芯板组成的全封闭式生产车间,能有效地控制不良空气对产品的污染,降低喷21-12-28 14:24:01 -
优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理23-11-16 03:48:01
被浏览过 5191263 次 版权所有:成都体能机电有限公司(ID:10253904) 技术支持:强帆
第12年
